как очистить насадку паяльника от ппр трубы. Строительный форум. ответы на строительные вопросы, обсуждение строительных компаний. Форумы Нижнего Новгорода
- Терморегулятор на максимум — правильно ли это?
- . —
- Применение и свойства
- Технологический процесс пайки
- Распространенные ошибки при сварке ПП труб
- Неправильная температура
- Цены на паяльник для пластиковых труб
- Время пайки
- Некачественно очищенные трубы
- Цены на полипропиленовые трубы для водопровода
- Не подготавливают материал перед сваркой
- Что нового
- Ваши права
- Необходимый инструмент
- Не соблюдение времени нагрева трубы
- Составление проекта
- Выбор аппарата для пайки
- Мгновенная стыковка трубы и фитинга
- Пайка: этапы, особенности
- Типы соединения полипропиленовых труб
- Муфтовая сварка
- Стыковая сварка
- Холодная сварка
- Охлаждение соединения
- Для справки
- Рекомендации по работе с паяльным аппаратом
- Пошаговая инструкция пайки
- Полезное видео
Терморегулятор на максимум — правильно ли это?
Бытует мнение, что при пайке полипропилена температуру на паяльнике лучше выставлять на максимум — 300 градусов.
Но так делать неправильно!
При такой температуре (особенно если нет должной сноровки) высока вероятность, что полипропилен будет плавиться сильнее, чем нужно.
Нормально соединить размягченные трубы в этом случае уже не получится — детали будут деформироваться. Да и сам пластик опять же будет налипать на насадку.
Оптимально выставлять терморегулятор в пределах 220-250 °C. Этого вполне достаточно для комфортной и качественной пайки ПП труб.
Важно не только не перегревать полипропилен, но и не держать его на насадке дольше, чем нужно. Например, для трубы диаметром 16-20 мм время нагрева должно быть не более пяти секунд. Для трубы диаметром 32 мм — 8 секунд.
Эту информацию можно без проблем найти в интернете.
При соединении двух деталей (трубы и фитинга) не надо крутить их. Толку от этого никакого. Скорее, наоборот, — больше вреда, потому что такое «перекрученное» соединение может протекать.
. —
490 500 1850 (**)
: 10 469 .
900 500 1850 (**)
: 24 541 .
910 385 920 (**)
: 8 436 .
700 500 1850 (**)
: 21 266 .
Применение и свойства
 В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
- длительный срок эксплуатации;
- низкая теплопроводность, что позволяет избежать потерь тепла в магистралях систем отопления;
- малый вес, что значительно облегчает монтаж;
- устойчивость к коррозии;
- эластичность, что позволяет выдерживать кратковременное замораживание жидкости внутри трубы и предотвращать разрушение материала;
- низкая цена изделий из полипропилена.

Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали. 
Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.



Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.
 Устройство паяльника для пластиковых труб
Устройство паяльника для пластиковых труб
Неправильная температура
Часто на паяльнике выставляется максимальная температура, вследствие чего пластик сильно плавится и, как результат, совершается самая грубая ошибка – уменьшается входной диаметр изделия либо фитинга. Есть целый ряд факторов, влияющих на температуру паяльника. Это может быть, к примеру, температура окружающей среды. Если на улице +18-20°С, то максимальную мощность выставлять не нужно – вполне хватит 250-270°С.
 Сварка пластиковых труб
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Цены на паяльник для пластиковых труб
паяльник для пластиковых труб
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.
 Как паять полипропиленовые трубы
Как паять полипропиленовые трубы
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
| Диаметр трубы, мм | Требуемое время нагрева, сек |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |
 Разбираемся с ошибками при пайке ПП труб
Разбираемся с ошибками при пайке ПП труб
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.
Читайте также: Почему трубы измеряются в дюймах – что не так с сантиметрами?
 Пластиковые трубы для водопровода
Пластиковые трубы для водопровода
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
 Туалетная бумага может быть полезной при пайке ПП труб
Туалетная бумага может быть полезной при пайке ПП труб
Цены на полипропиленовые трубы для водопровода
полипропиленовые трубы для водопровода
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Что нового 
Ваши права
- Вы не можете создавать новые темы
- Вы не можете отвечать в темах
- Вы не можете прикреплять вложения
- Вы не можете редактировать свои сообщения
Правила форума
Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.




Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.
К выбору аппарата для пайки следует подходить очень ответственно. При постоянных работах его можно купить, а если предстоит только разовая пайка, то можно взять в аренду.
Не соблюдение времени нагрева трубы
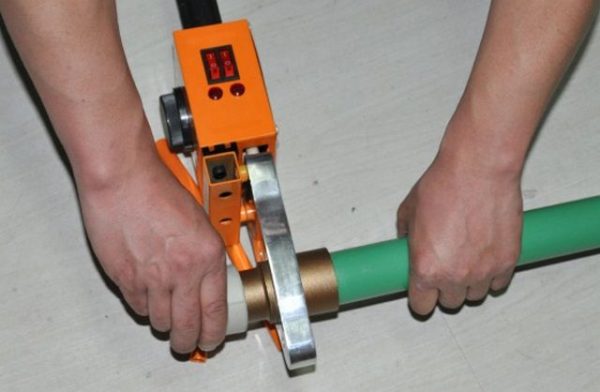
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Составление проекта
Для составления проекта, следует предварительно вымерять помещение, где будет происходить монтаж труб и расстояние до сантехнических приборов. Полученные данные перенесите на лист бумаги, чтобы в ходе работы ничего не забыть, при этом точно указывайте где и какие будут использоваться соединительные элементы. После этого можно будет переходить непосредственно к монтажу. Но прежде следует убедиться, что в наличии имеются все необходимые инструменты.
Выбор аппарата для пайки
Во-первых, необходимо учесть комплектацию паяльника необходимыми насадками. Для этого уже должен быть готов проект всех систем трубопроводов, чтобы понимать, трубы какого диаметра будут использоваться.
 Необходимо учитывать и материал, из которого изготовлены насадки. Качественные аксессуары обеспечат комфортную работу и хороший результат даже после производства многих рабочих циклов. Их поверхность обычно обработана тефлоновым покрытием, не допускающим налипание расплавленного пластика.
Необходимо учитывать и материал, из которого изготовлены насадки. Качественные аксессуары обеспечат комфортную работу и хороший результат даже после производства многих рабочих циклов. Их поверхность обычно обработана тефлоновым покрытием, не допускающим налипание расплавленного пластика.
Во-вторых, мощность аппарата должна обеспечить необходимую температуру для пайки. Полипропилен плавится при температуре 260 ℃, тогда как другие пластики могут иметь несколько иные характеристики. Если планируется использовать аппарат не только для пайки полипропилена, желательно чтобы он был оборудован терморегулятором для изменения температуры. Чтобы правильно спаять пластиковые изделия, сначала необходимо качественно подготовить места соединений. Резать трубы лучше специальными отрезными ножницами. Очень часто они входят в комплект аппарата для пайки.

В-третьих, учитывая условия работы по пайке, необходимо выбирать форму рабочего органа паяльника. Он может быть плоским или круглым. Плоский паяльник обеспечит более равномерный прогрев всех насадок, одновременно закрепленных на нём. Круглый же удобно использовать в том случае, если пространство для монтажа ограничено. Насадку на его жало можно закрепить в любом месте, даже на самом конце.

Волокна льна и уплотнительная паста или фум-лента могут потребоваться, если придётся присоединять полипропиленовые трубопроводы к действующим трубам с резьбовыми соединениями, либо к различному оборудованию. Это могут быть отопительные радиаторы, смесители, водонагреватели, посудомоечные и стиральные машины. Для того чтобы произвести такое соединение, необходимо использовать специальные фитинги-переходники, которые имеют резьбовое соединение необходимого диаметра с одной стороны и муфту для пайки с полипропиленовой трубой с другой стороны.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Пайка: этапы, особенности
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Охлаждение соединения
 Разогретым деталям нужно время, чтобы остыть. Это особенно критично для полипропиленовых труб с тонкими стенами. Нельзя допускать их деформацию или изгибы, поскольку из-за этого может забиться внутренний просвет трубы. Особенно важно это при соединении уголков, тройников и шаровых кранов. Уже после полного остывания стыков, необходимо будет их продуть или пустить воду по системе, чтобы проверить проходимость, а ручка кранов должна свободно перемещаться во все положения.
Разогретым деталям нужно время, чтобы остыть. Это особенно критично для полипропиленовых труб с тонкими стенами. Нельзя допускать их деформацию или изгибы, поскольку из-за этого может забиться внутренний просвет трубы. Особенно важно это при соединении уголков, тройников и шаровых кранов. Уже после полного остывания стыков, необходимо будет их продуть или пустить воду по системе, чтобы проверить проходимость, а ручка кранов должна свободно перемещаться во все положения.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Читайте так же:
Рекомендации по работе с паяльным аппаратом
Давайте коротко разберемся, что именно представляет собой паяльник. В свой состав он включает индикатор нагрева, гильзы нагревательные, терморегулятор, плоский элемент (утюг). Непосредственно перед пайкой следует смонтировать корпус паяльника с подставкой и гильзами нагрева.
Сначала необходимо устроить большую насадку ближе к корпусу, а гильзу поменьше следует закрепить на носу утюга.

Теперь паяльник можно подсоединять к электричеству. Оптимальная рабочая температура данного паяльника составляет 260 градусов. Но перед работой ему следует прогреться в течение получаса. В момент оптимальной температуры просигнализирует свет.
После данного сигнала можно начинать паять полипропиленовые трубы.
Пошаговая инструкция пайки
Сначала необходимо отрезать по размеру трубу специальными ножницами и обезжирить её. Затем вставляем фитинг и трубу в паяльник, ждём некоторое время, пока они не нагреются (станут мягкими). Существует специальная таблица, где указан диаметр трубы и время её нагрева.
После чего плавно вынимаем их из паяльника и соединяем между собой, но соединять их следует аккуратно без кручения.
Теперь необходимо подождать некоторое время пока спайка труб не остынет. Для более добротного шва можете потренироваться несколько раз на кусочках ненужных труб.
По окончанию работы не забудьте почистить от нагара тефлоновое покрытие, которое находится на гильзе.
Удалять нагар следует при помощи деревянной лопатки. Также следует знать, что все работы нужно производить при температуре со знаком «+». Благодаря данной процедуре оборудование будет работать долгие годы, а стыки будут качественными.
Полезное видео